Руководство по монтажу «Вулкан» и «Вулкан» - Круг
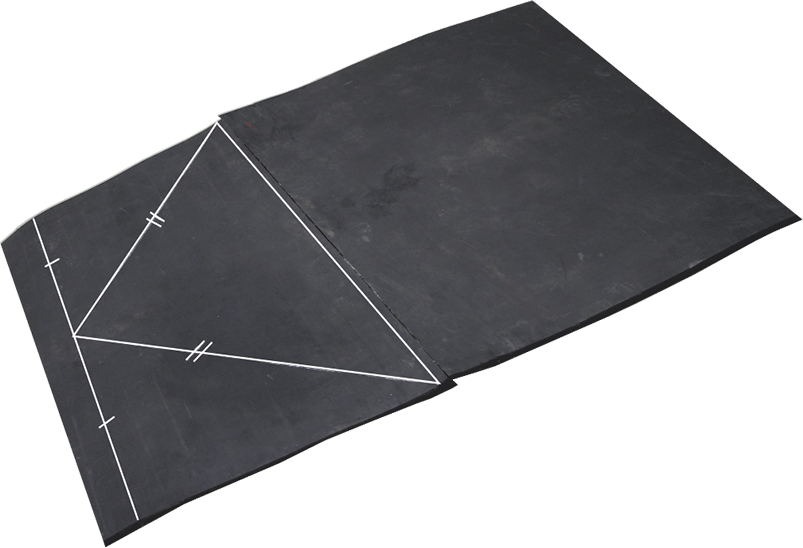
1. Полотно конвейерной ленты размещается на ровной деревянной основе и размечается при помощи рулетки и специального шаблона. После этого полотно специальным ножом отрезается под прямым углом.
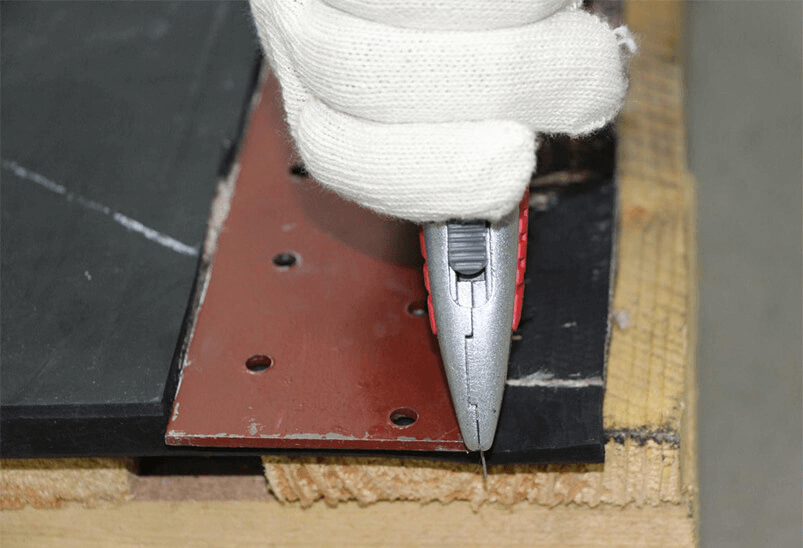
2. Для послойной разделки полотна конвейерной ленты используется специальный профессиональный нож с регулируемым и фиксируемым лезвием. Это позволяет как прорезать на нужную глубину до определенного тканевого слоя, так и отрезать полотно ленты полностью.

ВАЖНО!
3. Для последующего точно выравнивания по шаблону после разделки шаблон № 2 прикладывается перпендикулярно оси ленты с отступом от края около 10-20 мм и надрезаются тканевые слои.
4. С помощью специального ножа тканевые слои ленты подрезаются с обоих краев на расстояние 100 мм.

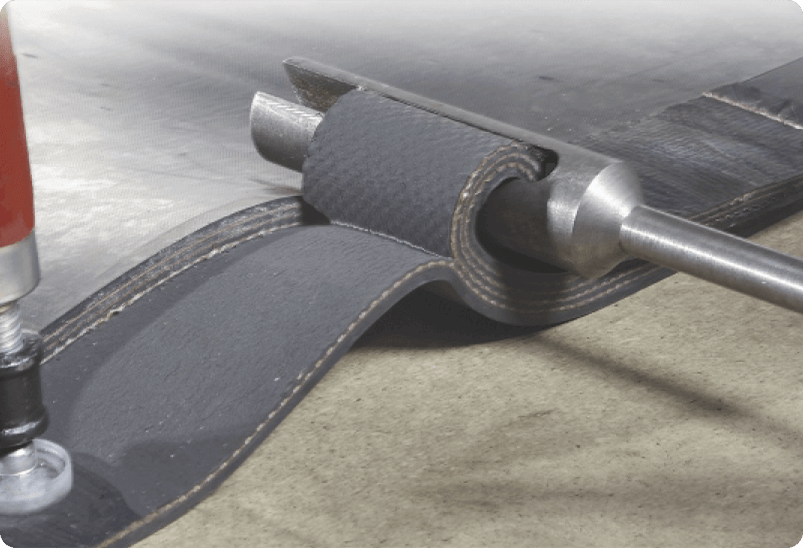
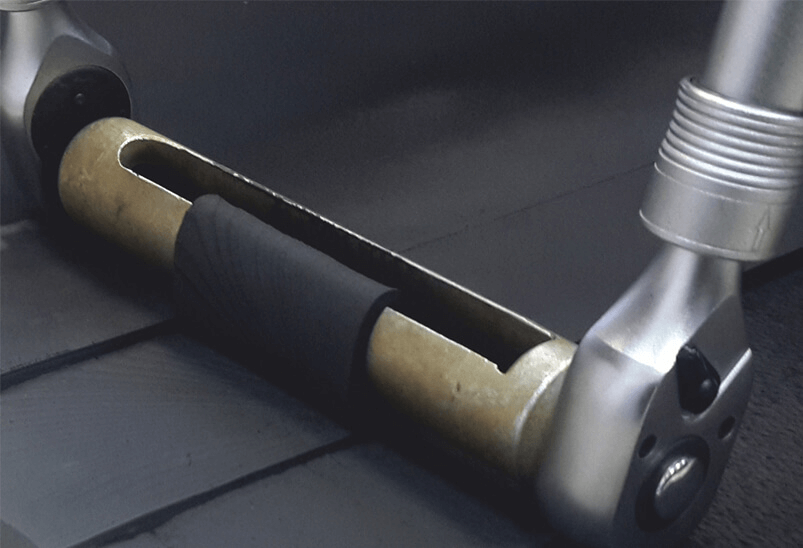
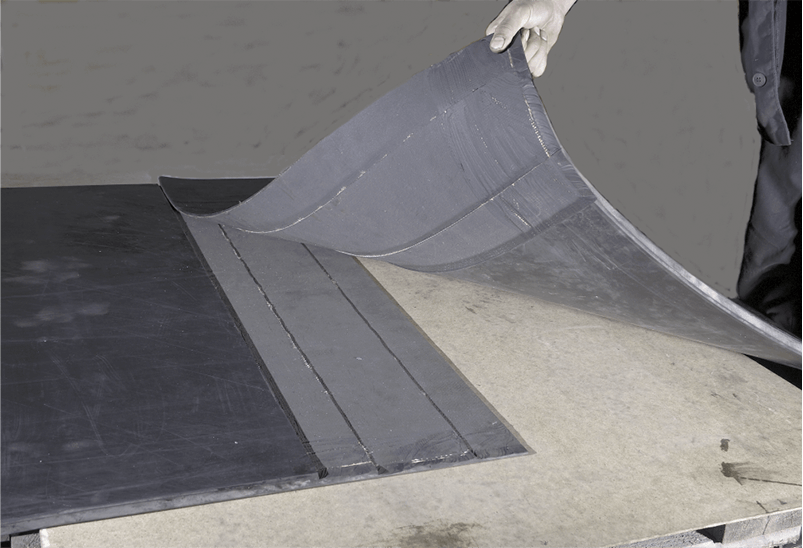
5. Затем полотно ленты прижимается винтами к основанию, либо удерживается с помощью дополнительных средств (вручную или с помощью струбцины), а подрезанные слои отрываются с помощью устройства снятия обкладок полотна (вилка намоточная или валик, ключ трещетка).
6. Далее шаблон № 2 укладывается на образовавшуюся ступень вплотную к подрезанным слоям, а излишек последнего тканевого слоя отрезается.
Благодаря данному способу отрезания обеспечивается наиболее прямолинейный край ленты.
7. На следующем этапе надрезаются тканевые слои по шаблону №1, имеющему большую ширину, после чего слои ленты подрезаются на расстояние 100 мм с обеих сторон и отрываются при помощи намоточной вилки.
8. На третьем этапе, так же как и на первом, для разметки используется шаблон №2. Лента надрезается ножом на глубину резиновой обкладки, не прорезая корд.

9. Края резиновой обкладки подрезаются ножом и обкладка снимается с помощью устройства снятия обкладок полотна (вилка намоточная или валик, ключ трещетка).
10. Аналогично разделывается вторая часть соединяемого полотна.
11. Подготовленные концы ленты накладываются друг на друга, выравниваются по линиям разрезов, одновременно соблюдая соосность, и временно крепятся к основанию для предотвращения смещения.

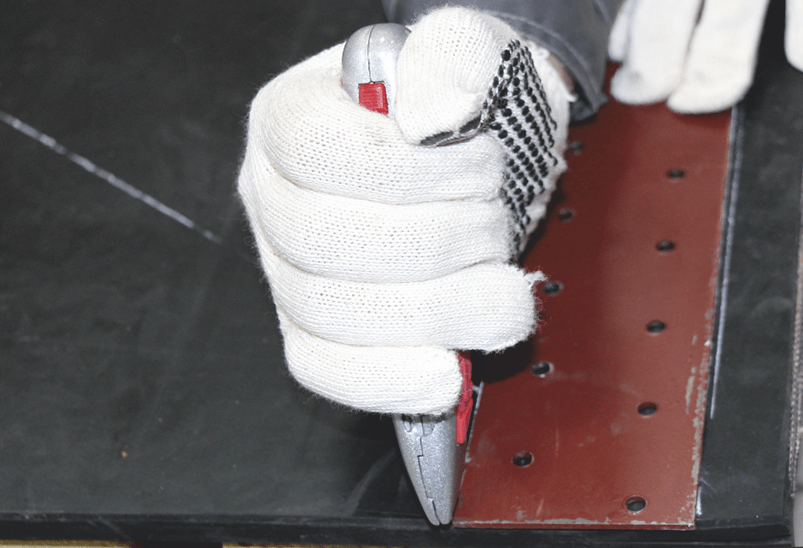
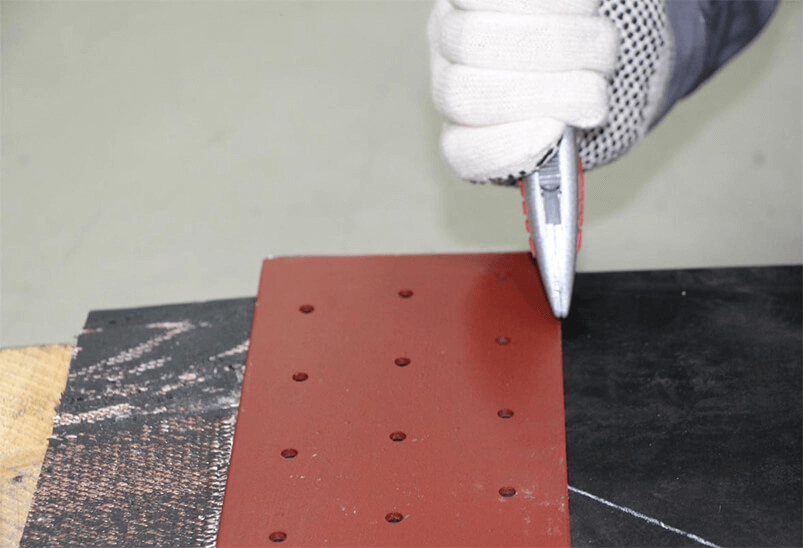
12. С помощью универсальных шаблонов сверлом 5,5 высверливаются отверстия под соединительные элементы на всю ширину ленточного полотна.
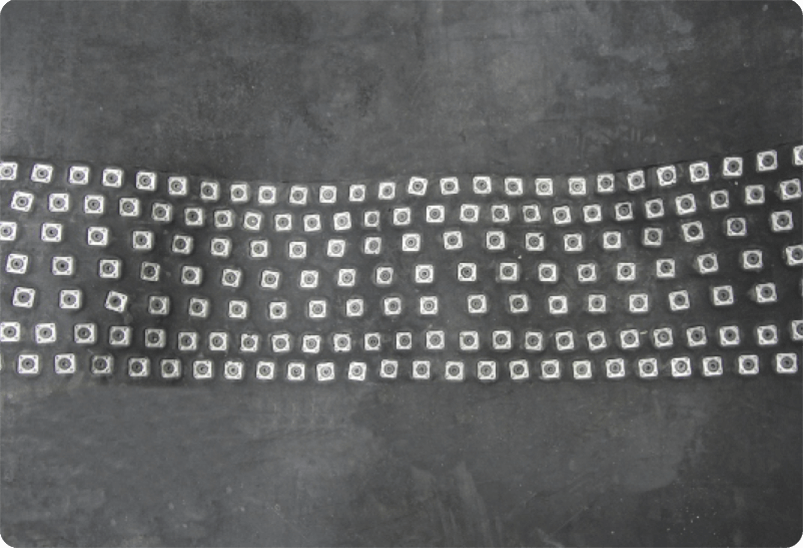
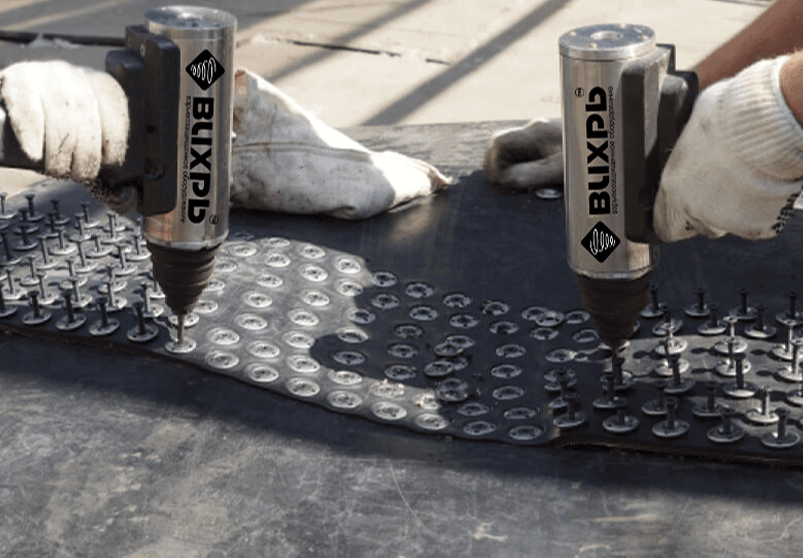
13. Винты с наложенными верхними прижимными шайбами вворачиваются во все просверленные отверстия насквозь.
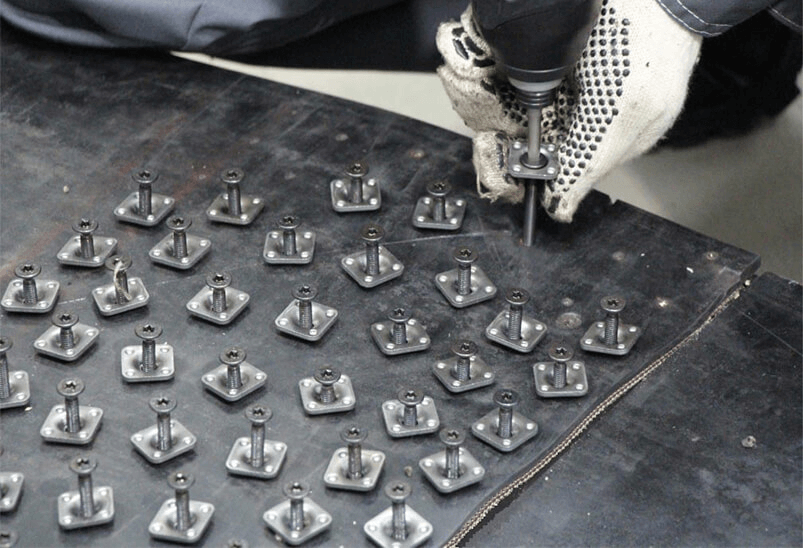

14. Следующим этапом снизу на винты навинчиваются нижние шайбы. Винты затягиваются от середины полотна ленты в обоих направлениях до момента, пока шайбы не спрячутся в обкладку полотна.
Затягивание винтов также возможно ручным реверсивным устройством затяжки винтов с быстрозажимным патроном.
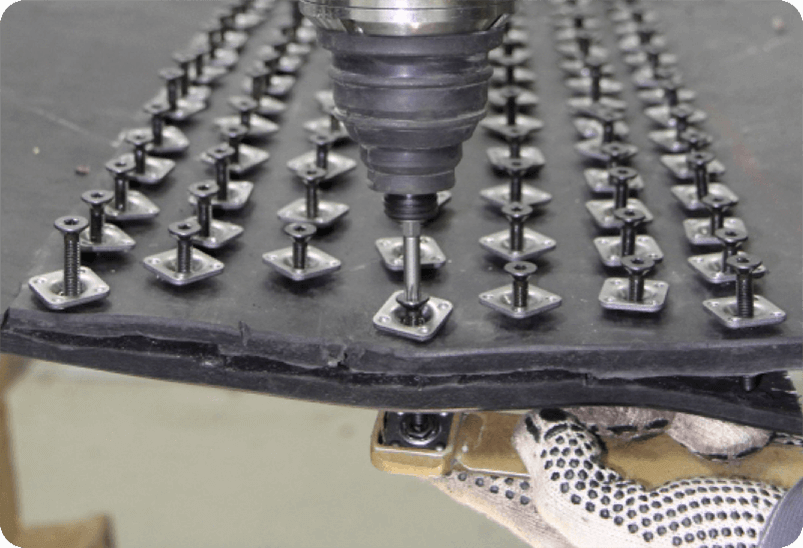
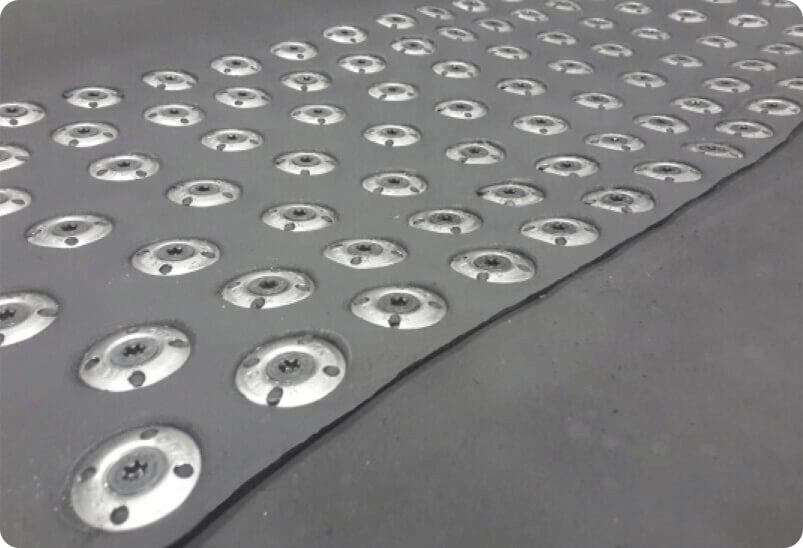
15. На заключительном этапе монтажа соединения торчащие излишки винтов отламываются при помощи специального ломателя, что приводит к обламыванию винта заподлицо с гайкой.
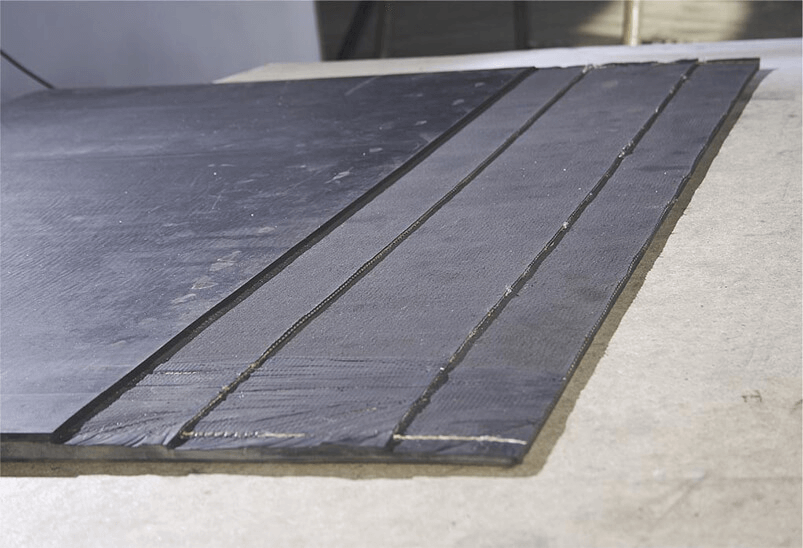
При таком способе соединения обеспечена прочность стыка, позволяющая соединять ленты с прочностью до 2000 кН/м, что подтверждается лабораторными испытаниями с различными типами полотен разных производителей.


Винты и прижимные шайбы расположены в полотне ленты так, что ни один из элементов соединения не выступает за поверхность полотна. Это позволяет полотну ленты оставаться идеально ровным. В зависимости от нагрузки и длинны конвейера рекомендуются различные варианты сшивки: наиболее прочный, состоящий из семи рядов, и «легкий» стык из четырех рядов соединений (согласно приведенным выше схемам установки), и специальный, десяти рядный стык, для соединений полотна прочностью свыше 2000 кН/м на конвейерах, работающих с углом наклона более 10 градусов, предназначенных для перевозки людей. Представленное соединение (ступенчатость, расстояние между соединителями, способ монтажа) являются решением, рекомендованным к применению. Преимуществом соединения являются расположенные друг против друга выпуклости, обеспечивающие эффективное прилегание шайб к ленте за счет многоточечного воздействия силы сжатия на большую поверхность ленты.
Сшивка, выполненная при помощи этого соединения, не разрушает чистителей, а также не вызывает повреждений магистральных роликов, приводных и натяжных барабанов, в том числе футерованных резиной.
Одним из преимуществ соединения "Вулкан", в отличие от других механических соединений, является его ремонтопригодность. Если в процессе эксплуатации какой либо из элементов разрушился, он легко заменяется при первой же остановке на техническое обслуживание конвейера запасным элементом, входящим в комплект. Тем самым неограниченно продлевается срок эксплуатации всего соединения. Выполнение сшивки при помощи соединения "Вулкан" значительно дешевле, проще и требует намного меньше затрат времени, чем выполнение вулканизированных и клеевых соединений при аналогичных функциональных возможностях. Несмотря на то, что сшивка является соединением ленты, выполненным "внахлест", требуется очень короткий отрезок полотна ленты для его выполнения - от 140 до 475 мм. Время изготовления одного соединения - до 3 часов. Прочность соединения "Вулкан" на разрыв составляет 60% от фактической прочности полотна, что подтверждено многочисленными лабораторными испытаниями.